Нет в моей интеллектуальной жизни большей радости, когда несколько областей знания сливаются воедино, взаимно дополняя друг друга. Я вообще считаю, что всё образование должно быть направлено именно на это — как, имея отдельные точки знания, уметь соединить их все вместе. Это, и умение понимать причины и следствия — ибо только так можно предугадать последствия собственных (и не только) действий, заниматься планированием. Поэтому когда несколько, иногда довольно разноплановых хобби иногда сходятся вместе — я всегда такое приветствую как счастливую случайность.
Так вот, я уже две недели как занимался любовью с Лесбару. Лесбару вообще меня иногда удивляет — некоторые вещи на ней делаются исключительно просто, проще, чем на других автомобилях. А другие — с войной, стрельбой, и с кувалдой вместе с какой-то матерью. Так вот, к области последних, хотя на поверхности, казалось бы, исключительно простой, относится замена ШРУСов. И дело даже не в том, что их там четыре, так как все Субару полноприводные, кроме BRZ — он заднеприводной. Дело в том, что замену ШРУСов на ней надо делать в точности, как написано в руководстве по обслуживанию, а не как привык.
Сначала я вроде поменял. Ан фиг — начало течь масло из трансмиссии. У меня ручная коробка, и масло там очень вонючее, так что если есть течь, то это понятно сразу. Что такое? Гляжу в руководство — «при замене ШРУСов на Субару надо в обязательном порядке поменять уплотнительную прокладку на трансмиссии». Никогда я такое не менял, ни на Тойоте, ни на Хундае, ни на Форде, и всё было норм. Ладно. Купил прокладку — и фиг ты ещё найдёшь родную субаровскую в обычном магазине запчастей. Надо по Ёнтернетам заказывать, неделю ехала. Поставил прокладку, воткнул ШРУС назад. Течёт. Вот чорт. Значит, неплотно села. Начал её ставить, сначала так, потом эдак, потом жахнул по ней кувалдой и головкой на 32mm, и порвал её нахер.
Выругался на трёх языках (ходер ту коньо, каброн!), заказал ДВЕ новые прокладки и сел дальше изучать материал. Оказывается, у Субару эта самая прокладка ставится настолько особенно, что Субару сделала для моего автомобиля специальный инструмент, под нумером 18675AA000. Для установки прокладки, блин!
Инструмент показан стрелочкой. Это просто полый металлический цилиндр!

Оказывается, прокладка удерживается в корпусе раздатки только за счёт силы трения, и её надо туда ставить в точности на нужную глубину — заподлицо со стенкой коробки.
Начался квест с боковыми миссиями — где найти этот самый установщик? Оказалось, НИГДЕ! Моей машине уже 14 лет, и хрен ты где найдёшь для неё родной инструмент, ни за какие деньги. Либо его вообще нет в наличии, либо высылается, судя по всему, прямо из Японии, так что приезжает только после нового года, а мне на машине ездить надо.
Пошёл на иБей — может, есть беушный? Нет, но нашёлся человек, продающий «ароматизатор, идентичный натуральному» — и он был явно изготовлен на трипечаторе! Ха! «Это я так могу!»
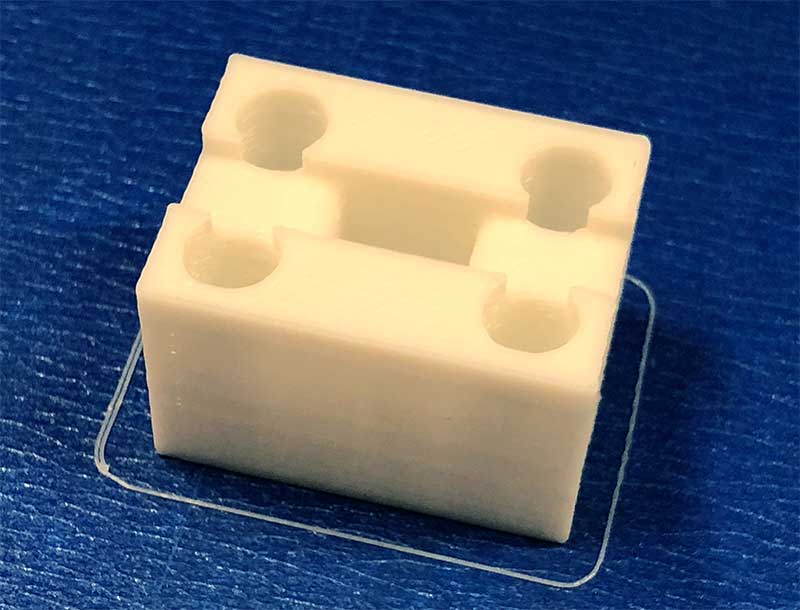
Тщательно измеряем штангенциркулем уплотнительную прокладку. Берём родной Фьюжен 360. Кстати, крайне рекомендую этот софт. Он прост в освоении, а из-за огромной тучи пользователей — для домашнего использования он бесплатен — всегда можно найти ответ, как что-то подизайнить. Рисуем инструмент, получившийся чем-то похожим на затвор винтовки М16:

Ведь похож?

Основной цилиндр я сделал размером как внешний диаметр прокладки, а эти зубчики должны были не дать мне пропихнуть прокладку дальше, чем положено по руководству.
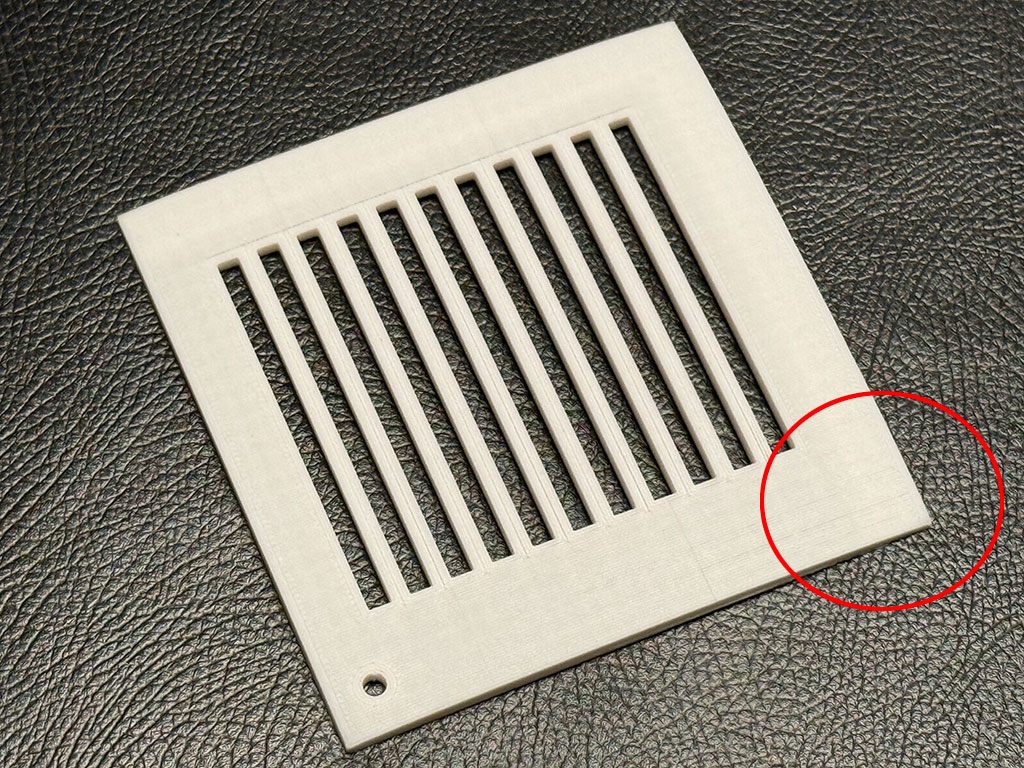
Слайсим всё в джи-код, печатаем! Уплотнительная прокладка встала туда, как родная:

И наконец поставил я на место этот злосчастный уплотнитель, и езжу счастливый. Но, блин, казалось бы, простая замена ШРУСа, а нифига не очевидно всё.